Read
Gur
☰
Explore Categories
Sign in
Sign up
Upload
×
Download
No category
zavarivanje sučeonih montažnih spojeva sa
Osnove projektovanja IBR
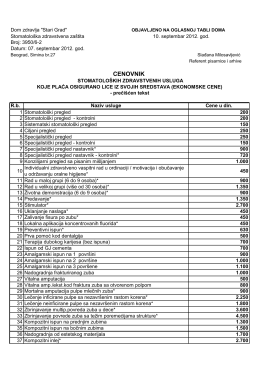
cenovnik stomatoloskih usluga
Ispitivanja sa razaranjem
Sedef Gemi İnşaatı Sunum TR
Elektroda BÖHLER FOX SUM Elektroda BÖHLER FOX OHV
Istraživanje stavova potrošača - Bezbednost hrane
Dijagnostika hromosti domacih zivotinja
PRAVILNIK - O.Š. Stevan Sremac
prilog analitičkom modelu ponašanja kružnog tunelskog iskopa
2nd Serbian Womens Forum-presentation
null
Program