Read
Gur
☰
Explore Categories
Sign in
Sign up
Upload
×
Download
No category
Ispitivanja sa razaranjem
dan termin strojna obrada zavarivanje petak popodne 14:40
zavarivanje sučeonih montažnih spojeva sa
Prihvatljiv rizik.
Osnove projektovanja IBR
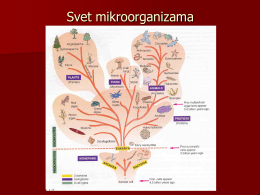
2. Gradja celije - Biolozi 2011/12
prikaži - Steco centar
BRZO, JAKO, UNIVERZALNO.
Predavanje 1-OSOBINE MATERIJALA U ARMIRANOM BETONU.pdf
projektovanje seizmički otpornih armiranobetonskih
Ocena integriteta cevnog sistema vrelovodnog kotla
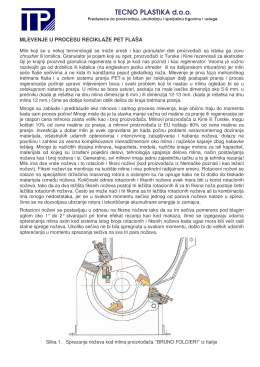
reciklaža pet flaša
4860-Masinstvo-obrada laserom