Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
reciklaža pet flaša
10 PACKTECH EXPO BALKAN 2011
11 PACKTECH EXPO BALKAN 2012
Tehnicko uputstvo Atomizera sa Italijanskom pumpom 220
용접구조물을 이용한 최적의 Frame 설계 및 도면 설계 방법
Funkcionalna Anatomija Pokreti Segmenta tela
(PDF, 950KB)
OSTEN 1
samolepljiva dihtung traka 6m e profil samolepljiva
Teorija etra sa eksperimentalnom verifikacijom
14 Vicha.pdf
Elektronska struktura i gradijenti električnih polja u čistim i dopiranim
w w w .lovackisavezvojvodine.com
ČAS KOJIM SE PONOSIM-2
Atık Ön İşlem ve Geri Kazanım
20:00 h
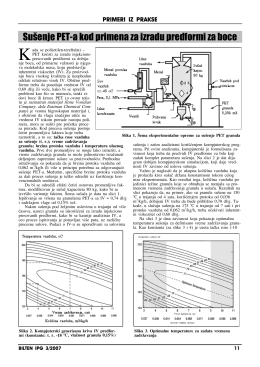
Sušenje PET-a kod primena za izradu pretformi za boce
Moguć izum veći od točka
www.gcmrecycling.com / www.gcmgeridonusum.com
Leskovac - Poljoprivredna Savetodavna i Stručna Služba Srbije
Mašinski elementi III
Dvostepeni i trostepeni oscilator kao kompresor
U25 Eylül Perşembe Günü UFUAYE 11:00