Read
Gur
☰
Explore Categories
Sign in
Sign up
Upload
×
Download
No category
Zavarivanje - MyHomeoSoft
fizika
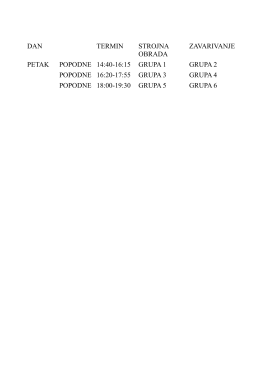
dan termin strojna obrada zavarivanje petak popodne 14:40
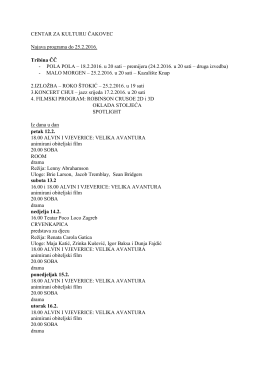
POLA POLA – 18.2.2016. u 20 sati
Javni poziv
oprema - BAZIS - građevinski centar
BADANIE WZROKOWYCH POTENCJAŁÓW WYWOŁANYCH (WPW
autolimar
Happy paper 1
KANALI - ZA SAJT
Glava 1 Elementi elektriˇcnih kola
1 I. Mašinske konstrukcije, V stepen 1) Presjeci i prekidi 2) Kotiranje
IAN 110046 - Lidl Service Website