Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
TNC 320 - Kompaktní souvislé CNC řízení pro frézky a
TNC 620 - Kompaktní souvislé CNC řízení pro frézky a
TNC 640 - heidenhain
TNC 620 - Kompaktní souvislé CNC řízení pro frézky a vyvrtávačky
návod k programování
CNC PILOT 640
Prospekt iTNC 530 Design7 - tschechisch
TNC 128 - heidenhain
null
MANUALplus 620
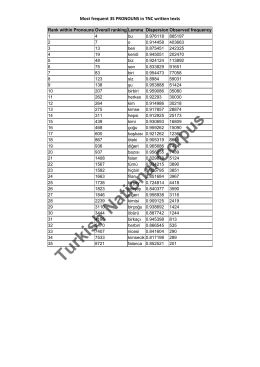
Turkish National Corpus
Opce a příslušenství pro řídicí systémy TNC
TNC 620 - heidenhain
Vysokofrekvenční zdroj Fluke 9640A
Rychleji to nejde - Technický týdeník
SL-FK.pdf
Funkce systému TNC 640
Automatizace budov
3 Výpočet teoretické jízdní doby
HSWinfo 2014/2
Stáhněte si kompletní PDF
CNC PROGRAMOVÁNÍ - FRÉZOVÁNÍ
Vlastní nabídka na dodávku hardware, software a dalšího vybavení