Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Opce a příslušenství pro řídicí systémy TNC
Boyuna hareket
Opce a příslušenství pro řídicí systémy TNC
TNC 620 - Kompaktní souvislé CNC řízení pro frézky a
Eurovea MOJE MESTO prvé detské mesto povolaní na Slovensku
Funkce systému TNC 640
Prospekt iTNC 530 Design7 - tschechisch
TNC 320 - Kompaktní souvislé CNC řízení pro frézky a
TNC 640 - heidenhain
TNC 128 - heidenhain
SOUTĚŽ KOVO JUNIOR 2016 - Mechanik seřizovač
TNC 620 - Kompaktní souvislé CNC řízení pro frézky a vyvrtávačky
siwz - Walcownia Metali Nieżelaznych
8.2 Cykly k vrtání, řezání vnitřních závitů a frézování
Laboratuar çanağında çekilen acı
Ze-Sat d.o.o.
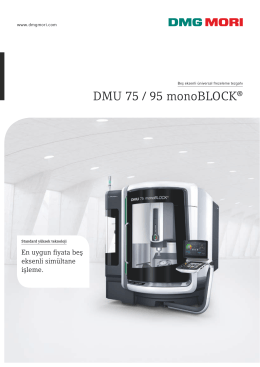
DMU 75 / 95 monoBLOCK®
Galovi Lanci - Gumabelt doo
9 - heidenhain
TNC 128-Kullanıcı El Kitabı HEIDENHAIN-açık metin diyaloğu-NC