Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Funkce systému TNC 640
9 - heidenhain
GROVE GMK 3060
PB007 – ANalýza A NÁvrh Systémů
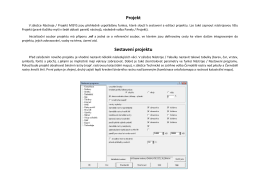
Projekt Sestavení projektu
Bezpečnost a ochrana zdraví při práci
Proč integrovat autobusy z Mělníka a Neratovic do Prahy
Sekunda
Práce s odborným textem
1 1 Technologie obrábění na CNC obráběcím stroji
WELL ePBX-100A-128 Návod ke snadné
návod na použití sad easydoor 35 35-2 7T
Seznam funkcí aplikace DraftSight
Rychleji to nejde - Technický týdeník
TNC 640 - heidenhain
Prospekt iTNC 530 Design7 - tschechisch
Stáhnout ve formátu PDF
Opce a příslušenství pro řídicí systémy TNC
Strojní obrábění kovů
TNC 620 - heidenhain
Základy spojovací techniky - Střední průmyslová škola na Proseku
TNC 620 - Kompaktní souvislé CNC řízení pro frézky a
TNC 320 - Kompaktní souvislé CNC řízení pro frézky a