Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Rychleji to nejde - Technický týdeník
NOWA CAT® 988K - Bergerat Monnoyeur Sp. z oo
Zápisník starostky Obecní úřad informuje
Logické vstupy a výstupy modulů systému
Nových obráběcích strojů a služeb
ค ำสั่งนำยกรัฐมนตรี ที่ 1/2540 เรื่อง ก ำหนนมมำตรก
czytaj online - Medserwis.pl
CNC872 - MEFI, sro
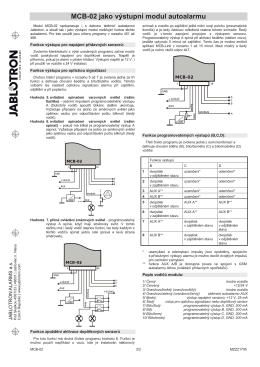
MCB-02 jako vęstupní modul autoalarmu
chap 4
Ograniczony moment obrotowy dla maksymalizacji
Energie a teplo - Technický týdeník
Stáhnout - Akční leták
Firma: -H ]SĤVRELOę i RGERUQČ NYDOLWQČ D
Leuchtstofflampen Fluorescent Lamps Lampes
POVLAKOVACÍ CENTRUM
Doprava a logistikanás už nebudou potřebovat
ČTĚTE
Discovery - Newtech s.r.o.
strana 05
zde - Technický týdeník
bieżące wydanie - meblarstwo24.pl
Podklady pro cvičení VaKSD - Katedra částí a mechanismů strojů






![Firma: -H ]SĤVRELOę i RGERUQČ NYDOLWQČ D](http://s2.readgur.com/store/data/000409625_1-98f58b2577d833a6d090ad892a214411-260x520.png)