Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
zde - Technický týdeník
Bez názvu-1
140214-druhé oznamení Kotle 2014
19tt44 skf.indd
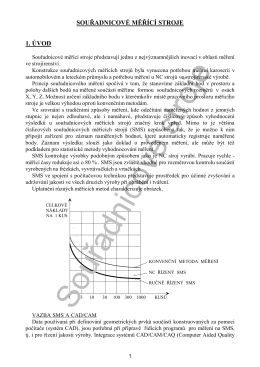
Souřadnicové měřící stroje - Katedra výrobních systémů
PDF ke stažení - Energetický poradce PRE
Mezinárodní strojírenský veletrh Brno
Příběh dnešní ženy
PROFIL SKUPINY OR 2013-2014
Mezinárodní strojírenský veletrh Brno
CNC vertikální frézovací centrum LCV500
Školní vzdělávací program - ŠKODA AUTO as, Střední odborné
Elektrotechnika, elektronika
inspirace 3 / 2010
CNC PILOT 640
Nanotechnologie, technický textil
Aditivní výroba (3D tisk)
Rychleji to nejde - Technický týdeník
Programování
Vítejte - KOVOSVIT MAS
pdf, 2 MB - KOH-I-NOOR HARDTMUTH as
Díky Vám si PENTA TRADING i letos udržela a posílila vedoucí
Obráběcí stroje a jejich příslušenství