Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Strojní obrábění kovů
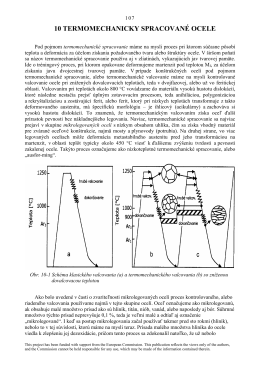
2.10 Termomechanicky spracovávané ocele
Technická příručka - E
quantum - CzEso.cz
Maturitní okruhy Technologie
Tematické okruhy pro ZZ oboru Obráběč kovů ()
Seznam DUM
stt-20
Úloha č - Střední průmyslová škola strojnická a Střední odborná
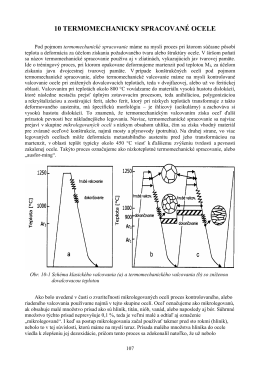
10 termomechanicky spracované ocele
Technologie I. a II. ročník.pdf
strojírenství - Projekt Výuka - Komunikace
navod UNI K 31.10.2013
CNC přesná obráběcí centra
Katalog ke stažení
Úřad práce Teplice - informace "Chcete se vyučit v Německu"
Pracovné listy
ŽalUZiOvé a rOletOvé PřekladY helUZ montážní postup
Technická zpráva - KINSKÝ Žďár, as
stáhni - Povrchová úprava
katalog v pdf - LPS nářadí, nástroje
CNC PROGRAMOVÁNÍ - FRÉZOVÁNÍ
broušení