Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
TNC 620 - Kompaktní souvislé CNC řízení pro frézky a
TNC 640 - heidenhain
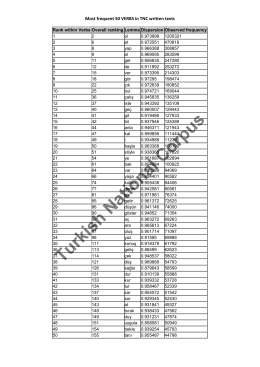
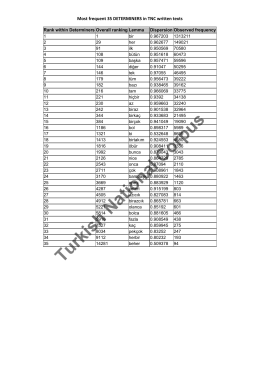
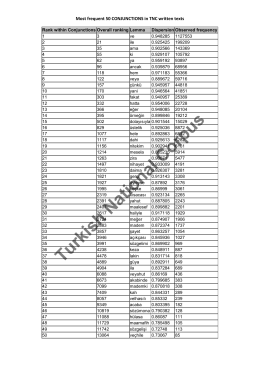
Turkish National Corpus
TNC 320 - Kompaktní souvislé CNC řízení pro frézky a
TNC 620 - Kompaktní souvislé CNC řízení pro frézky a vyvrtávačky
Prospekt iTNC 530 Design7 - tschechisch
Turkish National Corpus
Opce a příslušenství pro řídicí systémy TNC
Turkish National Corpus
Prospekt MANUALplus 620
Informace/Rejstřík
Funkce systému TNC 640
TNC 128 - heidenhain
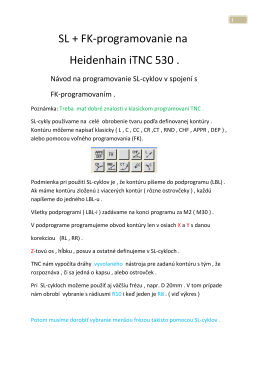
SL-FK.pdf
CNC PILOT 640
Opce a příslušenství pro řídicí systémy TNC
Celý článek si můžete přečíst zde.
8.2 Cykly k vrtání, řezání vnitřních závitů a frézování
3 Výpočet teoretické jízdní doby
TNC 620 - heidenhain
Křižovatky - Katedra dopravního stavitelství
ZNAK ČVUT – KONTUROVÁ VERZE
9 - heidenhain