Read
Gur
☰
Explore Categories
Sign in
Sign up
Upload
×
Download
No category
1 1 Technologie obrábění na CNC obráběcím stroji
Funkce systému TNC 640
Chraňte váš digitální život #1 zálohovacím řešením
Chraňte váš digitální život #1 zálohovacím řešením
prezentace - Fyzika GJVJ
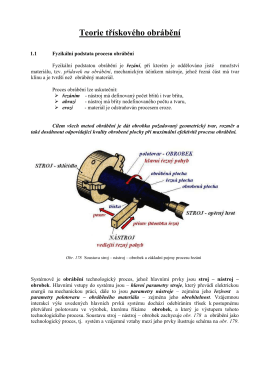
11. Teorie třískového obrábění
Programátor Biprog verze 4.2
Tipy a triky č. 2 Tvorba vinuté pružiny Přinášíme Vám další tip
Text přednášky - Střední průmyslová škola strojnická, Plzeň
Učební texty - frézka SuperMinimill
Učební texty - soustruh SL10 - Střední průmyslová škola Na
Sekunda
Návod na pokládku a ošetření povrchu TopStone