Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Produktivita standardními nástroji
Inovace a produktivita
CENOVĚ ZVÝHODNĚNÉ NÁSTROJE ISCAR
1 dubna 2015 Informace pro média: K okamžitému
Praca w Iscar Poland
První přednáška (23.2.2015)
obrobitelnost nerezových ocelí
PBS Velká Bíteš - První brněnská strojírna Velká Bíteš, a.s.
interaktivn´i segmentace pomoc´i metody graph
CENOVĚ ZVÝHODNĚNÉ NÁSTROJE ISCAR
katalog indir - Smoxh Kesici Uç Bağlama Ekipmanları
Obróbka stali nierdzewnych w ofercie Dormer Pramet Nowy zakres
Uddeholm Denmark investuje do PVD povlakování
ThermLine PT
CACHEID=53e19e75-b349-456e-ae50-eead00089659;İL MÜDÜRÜ KAYSERİ TV` DE
POVLAKOVÁNÍ A ŽIVOTNOST NÁSTROJE
Otrzymasz 25% dodatkowego rabatu
Stáhnout soubor file9304 - Habilis Steel - kovoobrabeci
Keramika pro tepelně odolné super slitiny (HRSA)
stažení - Střední průmyslová škola a obchodní akademie
Pozvánka - klikněte zde
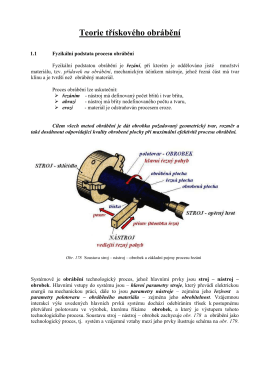
11. Teorie třískového obrábění
1 1 Technologie obrábění na CNC obráběcím stroji