Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
11. Teorie třískového obrábění
Zkouška tahem oceli - České vysoké učení technické v Praze
Katalóg DESTACO - Ručné, pneumatické a
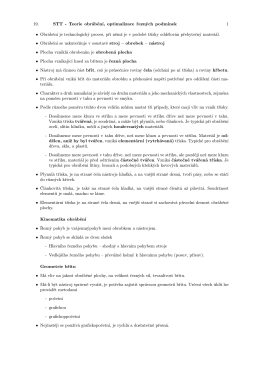
19. STT - Teorie obrábění, optimalizace řezných podmínek 1 - X-ZIL
Text přednášky - Střední průmyslová škola strojnická, Plzeň
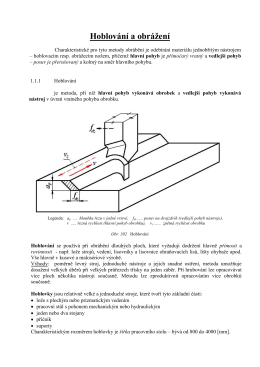
18. Ostatní technologie třískového obrábění
Artroskopie hlezna
Extrémní trvanlivost a odolnost při soustružení ocelí
Informace/Rejstřík
1 1 Technologie obrábění na CNC obráběcím stroji
Vítáme Vás workshopu k posílení spolupráce výzkumné organizace
MACHINE AND BENCH VISES
PDF: 1.4MB
Nástrojové Materiály..
DIAMANTOVÉ A CBN KOTOUČE
záměr na prodej části pozemku
VY_32_INOVACE_46 – 16
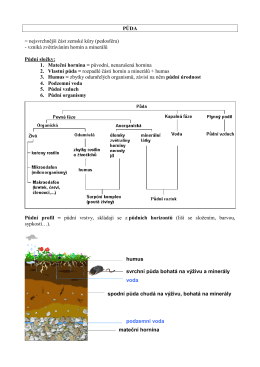
05_Půda a Podzemní voda 2015
Upínky/svorky pro hadice
CNC PROGRAMOVÁNÍ - FRÉZOVÁNÍ
broušení
Document
Výpočty MKP - nelinearity - Aplikovaná mechanika