Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
18. Ostatní technologie třískového obrábění
Návod k použití CZ
Komutátorové stroje
Diamantové a CBN nástroje
Katalóg DESTACO - Ručné, pneumatické a
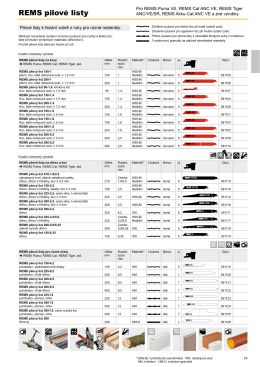
REMS pilové listy
Facility management mohou pozvednout pouze Facility
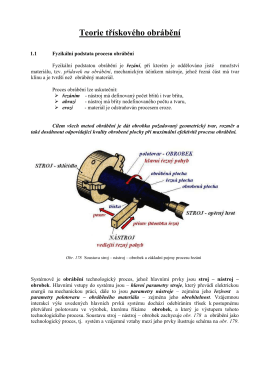
11. Teorie třískového obrábění
Program minutowy i regulamin
8. Svařování
Seznam DUM
Technický list - Barvy SOKRATES
s 690 microclean
výroba závitů
Standardy péče během porodu
karar 316 torku konyaspor basket – muratbey uşak sportif tbl
Karta typové pozice s pokyny pro správné vyplnění
Emperyalist Kultur Sanayisi Walt Disney
Nástroje pro efektivní upichování a zapichování
Kuzelova soukoli se sikmymi a zakrivenymi zuby
1 - Přesnost interpretace modelu 2
kruhové trouby - Betonika plus
Technické informace - Oel