Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
karar 316 torku konyaspor basket – muratbey uşak sportif tbl
İSKENDERUN DEMİR VE ÇELİK A.Ş.
Záhradná chatka BPP 7A
PERI Program Racionalni sistemi oplata i skela
Skinite PDF
Program minutowy i regulamin
jac graphics - K+R Kereskedelmi Kft.
riešenia pre odbornú technickú výučbu a
vijci trapezoidni
SAVA-Cennik -2013.xlsx
16MnCr5 ESASLI ROT PARÇASININ SOĞUK DÖVME İŞLEMİ
28080 - K+R Kereskedelmi Kft.
Instalční manuál OMNI
dosyayı indir - tuncer ozkan
Sanja Mitrović
dosyayı indir - tuncer ozkan
www.chatky-sauny.sk www.detskeihriska.eu www.baumax.sk www
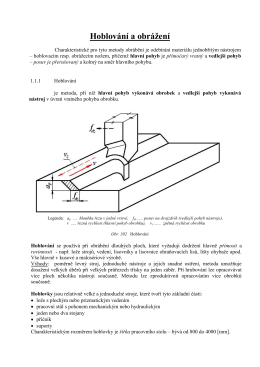
18. Ostatní technologie třískového obrábění
Estaş Katalog.cdr - Estaş Eksantrik San.ve Tic. A.Ş.
Emperyalist Kultur Sanayisi Walt Disney
Obsah (Contents)
Sağlık Bilimleri Enstitüsü
mikro iktisat sts soruları