Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
dosyayı indir - tuncer ozkan
dosyayı indir - tuncer ozkan
dosyayı indir - tuncer ozkan
ers İçeriklerine ulaşmak için tıklayınız.
dosyayı indir - tuncer ozkan
Kesirler Testinin Çözümü 2. sayfa
Praktická příručka - Smluvní výkonové ukazatele v oboru
Mekanik Elemanlar
karar 316 torku konyaspor basket – muratbey uşak sportif tbl
Bağl.elm.Minifiks 1
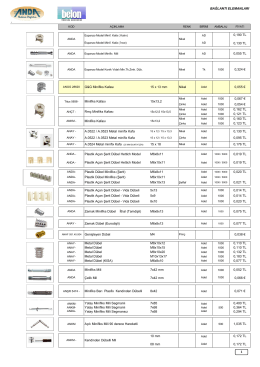
BAĞLANTI ELEMANLARI www.chasebaglanti.com
Dişli Çark_hesaplamalar_2013
Agac GK Listesi_00004767
Hodnotiaca správa za školský rok 2012/2013
dr. derya özkan
Oezkan CV - Institut für Volkskunde
2014 YILI ŞERİTLİ AHŞAP TESTERE TEZGAHI (DOLU KASNAKLI
Snimi prospekt 1.9 MB (pdf)
Piston segmanları - MS Motorservice Deutschland
Salon Görevlilerinin Sınav Başlamadan Önce Yapacakları İşlemler:
"Aşağıda detaylı bilgisi verilen TÜBİTAK 1003 projemizde bursiyer
zastosowanie chemicznie zregenerowanych węgli aktywnych do
Endüstri Mühendisliği Bölümü 2014 Yaz Dönemi Staj Sonuçları