Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
výroba závitů
22. Výroba závitů
Technická dokumentácia podľa európskych a medzinárodných noriem
NAI-Moderni zpusoby rezani zavitu pomoci pneumatickych
Šroubové spoje
Lněný olej - Kreidezeit
Rothenberger - fischer EAST center
Závitníky sadové trubkový závit pravý
Úloha č - Střední průmyslová škola strojnická a Střední odborná
Produktový katalog série VLC, HLC
18. Ostatní technologie třískového obrábění
Tepelné čerpadlo vzduch/voda
Elegantní štika na českých silnicích
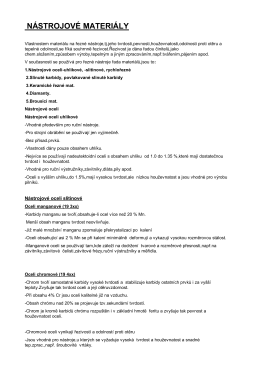
Nástrojové Materiály..
TC115/TC216 – nový standard závitníků pro malé a střední dávky.
Pokyny pro údržbu a obsluhu oken a dveří
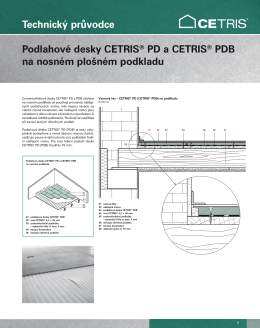
Technický průvodce Podlahové desky CETRIS® PD a CETRIS
05 Nejdůležitější minerály, prvky - Základní škola Bojanov, okres
broušení
Závitové vložky Recoil
Zde - TOP CENTRUM
Prodej a servis techniky ve zcela jiných dimenzích
stažení - Střední průmyslová škola a obchodní akademie