Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
NAI-Moderni zpusoby rezani zavitu pomoci pneumatickych
NABÍDKA PRÁCE - Veselí nad Moravou
výroba závitů
N_Teplovzdusne jednotky_Atlas_Helios.pdf
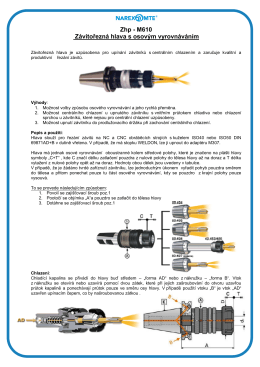
Závitořezná hlava s osovým vyrovnáváním
rekuperační jednotky a výměníky 3
Návod k montáži (motorové nástavby)
malé přívodní jednotky - ELEKTRODESIGN ventilátory spol. s ro
Návod topné rohože AL MAT - Elektrické podlahové topení
Přehled odborného výcviku
MIM – nová technológia na Slovensku. In
24 / 2013 - Sanační noviny
Nové obráběcí nástroje a řešení 14.1
Technický list - Filamos, s. r. o.
Technická specifikace ZE 310
GDS a GDE
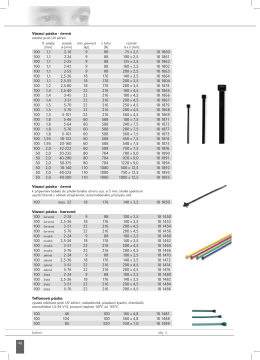
balení obj. č. Vázací páska - černá 100 1,1 2-16 9 88 75 x 2
premium pdf - Rezidence Waltrovka
Operátor CNC strojů ve strojírenské výrobě
08 2800 Oprava závitů
technický popis
Omítkové systémy s plošným topením a/nebo chlazením
exkurze do východobavorských firem