Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
stažení - Střední průmyslová škola a obchodní akademie
null
HSC technologie.pdf - SPŠ Sokolská, Brno
za przykładem mędrców… (mt 2,1-12)
obCE Ostrožská Nová Ves ROČNÍK XXV. CENA 10 Kč
tvrdokovové frézy
COLOR CONTROL GX
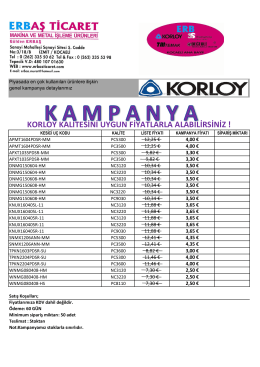
ceníky N24, N25, N20, N17, N30
CZ - UPS Technology
22. Výroba závitů
EutecTrode®
výroba závitů
B Tornalama Uçları (Negatif)
Broušení vřeten
Nástrojové Materiály..
Text přednášky - Střední průmyslová škola strojnická, Plzeň
Obrábění nových železničních kol
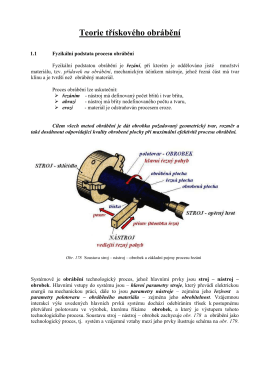
11. Teorie třískového obrábění
Produktivita standardními nástroji
Walter AG Derendinger Straße 53, D-72072 Tübingen
Cutting inserts effect on heat generation in turning process Vplyv
Vodiče a kabely s PTFE izolací dle norem MIL
dosyayı indir