Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
22. Výroba závitů
výroba závitů
Závitníky sadové trubkový závit pravý
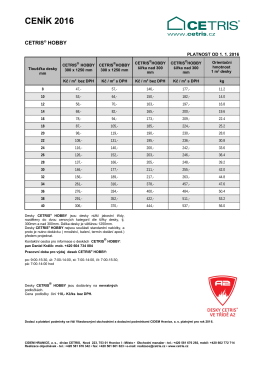
Ceník desek CETRIS HOBBY a ceník desek nižší jakostní třídy
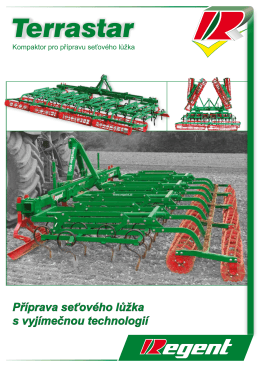
Příprava seťového lůžka s vyjímečnou technologií
Závitníky maticové trapézový závit
Anamnestický zdravotní dotazník
HSC technologie.pdf - SPŠ Sokolská, Brno
Jazykový model v automatickom rozpoznávaní reči
Pokyny pro údržbu a obsluhu oken a dveří
AKCE - VRTÁKY BLUE GROOVE6X (1.10
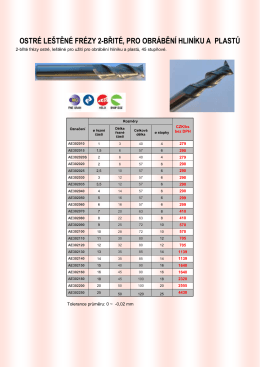
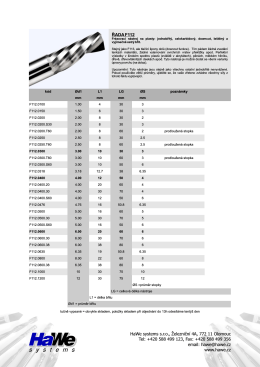
ostré leštěné frézy 2-břité, pro obrábění hliníku a plastů
Produktový katalog KSK - KULIČKOVÉ ŠROUBY KUŘIM
tomto odkazu - HaWe systems, sro
tento PDF dokument
Hlavní kritérium pro dimenzování
č. 1/2014 - SERVIS CLIMAX, as
stažení - Střední průmyslová škola a obchodní akademie
SADA HSS-Co INOX STROJNÍ ZÁVITNÍK - SADA HSS
Závitové vložky Recoil
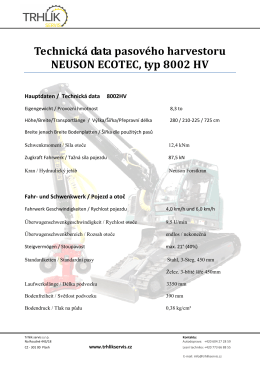
TECHNICKÁ DATA 8002 HV
Kdybys nebyl, jetelíčku... přišli bychom o kravičku
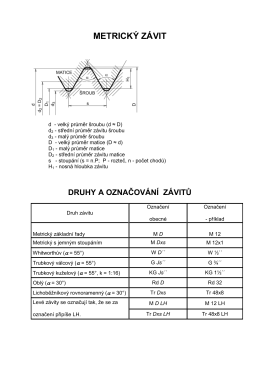
METRICKÝ ZÁVIT