Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
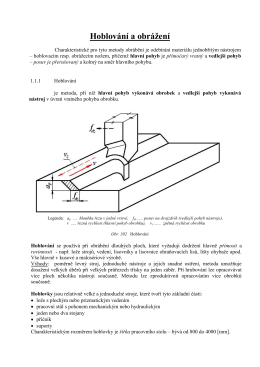
8. Svařování
Strojírenství - Střední škola Strážnice
1 ÚVOD
Dílenské stroje a nářadí - Katedra zemědělské, dopravní a
Historie tavného svařování kovů
Stáhněte si noviny v PDF
6. Tváření - techstroj
18. Ostatní technologie třískového obrábění
Průmyslový design ve strojírenství
ESAB Swift Art Transfer SAT
ČÁSTI STROJŮ A MECHANIZMY
Dodatek č. 1 ke stanovám dobrovolného svazku obcí
Slévárenství
Stáří háčkování
Svařování korozivzdorných ocelí - International Stainless Steel Forum
MODULÁRNÍ SVAŘOVACÍ JEDNOTKY
8. Svarové spoje
SolVent regulátor
Nová legislativa pro zkoušení svářečů dle ISO v
Izolační nevyztužená fólie z měkčeného PVC s vynikající
Mechatronika - Technische Universität Chemnitz
Zváranie Rozdelenie Výhody a nevýhody Druhy zvarov ZVÁRANIE
Jsou právníci opravdu - Vejmelka & Wünsch, sro