Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Text přednášky - Střední průmyslová škola strojnická, Plzeň
PDF: 1.4MB
stiahnutie - BOST SK, as
80% - AG-TECHNIK
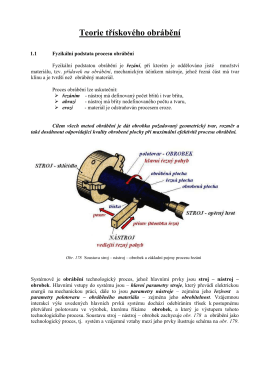
11. Teorie třískového obrábění
Korejské monolity.pdf
Nekonvenční a přesné obrábění
České Budějovice každý den
F4XT NÁVOD K POUŽITÍ
Tiger·tec® Silver – ISO P generation Produktivní obrábění oceli.
koroze a zanášení úsadami 1. část (pdf)
MetPrint|GZR 2013 (PDF)
Pribor za Multi
Inovace a produktivita
broj 001 - b_Layout 1
Andrea Černá: Možná nastává doba, kdy pravdu
zde - Technický týdeník
1 1 Technologie obrábění na CNC obráběcím stroji
Walter_Promo_Zapichovani.pdf
Tisková konference k veletrhu EMO Hannover 2011
Nástrojové Materiály..
výrobní systémy - Katedra výrobních systémů a automatizace
Číslo 1/2012 - Hutnické listy