Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Extrémní trvanlivost a odolnost při soustružení ocelí
TÜRKİYE ARNAVUTLUK GÜMRÜK İDARESİ BAŞKANLARI
Nowy, nadzwyczajny lider w toczeniu stali
Zkouška tahem oceli - České vysoké učení technické v Praze
GC4325 - dzieło inżynierii materiałowej
Tiger·tec® Silver - ISO P Generation The Rocket
HSC technologie.pdf - SPŠ Sokolská, Brno
IVT AIR SPLIT vzduch/voda
Tartós acél esztergálás
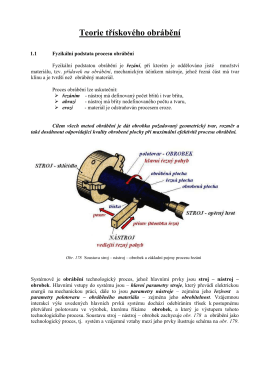
11. Teorie třískového obrábění
null
Walter Cut – prostě zapichování a upichování
Katalog produtků pro rok 2013 (česky)
Laná - ABRA
Jak je to se zaručenou svařitelností a s ocelí na
AISI 420 paslanmaz çeliği Ø60x300mm AISI 4340 çeliği
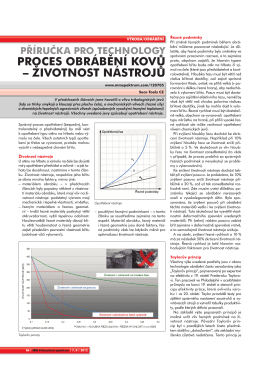
Životnost nástrojů
B Tornalama Uçları (Negatif)
10 tipů jak na stavbu modelů
19. STT - Teorie obrábění, optimalizace řezných podmínek 1 - X-ZIL
Nové obráběcí nástroje a řešení 14.1
ai 2 14.indd
Kompozitní materiály Kovová matrice - MMC