Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Informace/Rejstřík
A 2015-ös tréning brossúra megtekintése/letöltése
ochrana kotle proti přehřátí - E
1 REKAPITULÁCIA FYZIKÁLNYCH POZNATKOV
Směrnice děkana č. 2/2015 o bakalářských
Új forgácsolószerszámok és műszaki megoldások 14.1
null
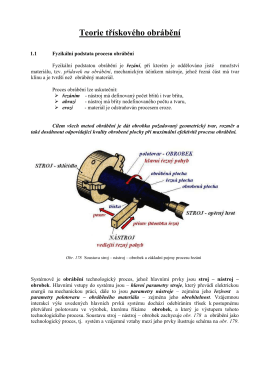
11. Teorie třískového obrábění
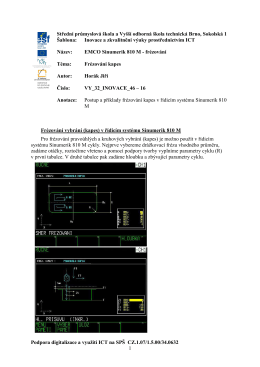
VY_32_INOVACE_46 – 16
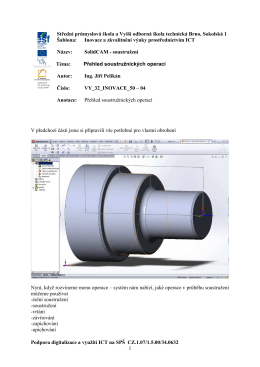
VY_32_INOVACE_50 – 04
Propozice místní soutěže AK Hronov »Orlíkovské
Vrtáky Upínací nástroje Měřidla Brusné nástroje a ruční škrabáky
Trubky UNIVERSA
Polovodičové lasery
S oprávněnou hrdostí si Vám dovolujeme představit
Nové obráběcí nástroje a řešení 14.1
19. STT - Teorie obrábění, optimalizace řezných podmínek 1 - X-ZIL
Soustružnická příručka
Fiche d`inscription - Muséum national d`Histoire naturelle
broušení
TECHNICKÁ ZPRÁVA
Acél esztergálása hosszú élettartammal - Sziget
Na kłopoty... nowości Sandvik Coromant!