Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
CNC PROGRAMOVÁNÍ - FRÉZOVÁNÍ
PARTNERZY: II SPOTKANIA DIAGNOSTYKI INFRASTRUKTURY
Programmier- und Bedienhandbuch
VY_32_INOVACE_46 – 16
Ćíslicové indikace polohy
Úloha č - Střední průmyslová škola strojnická a Střední odborná
ZPRAVODAJ červen 2016 - Východočeské divadlo Pardubice
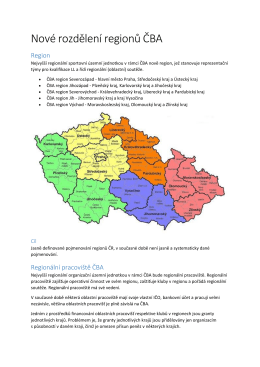
Nové rozdělení regionů ČBA
Catalogue C-Consultants - C-Consultants :: L`expertise en formation
Układ sterowania SINUMERIK 840D (Programowanie frezarki
Učební text - 16 stran. - consulting point
Instrukcja 3 Obróbka otworów z wykorzystaniem cykli
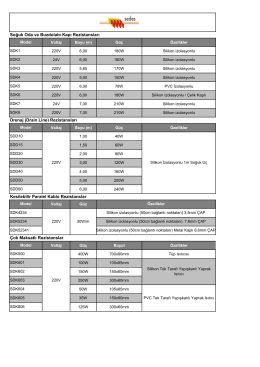
Soğuk Oda ve Buzdolabι Kapι Rezistanslarι Drenaj (Drain Line
Autor: Ing. Karel Fuksa Smíchovská střední průmyslová škola
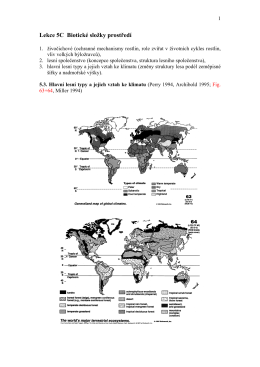
Lekce 5c
MASTURN Line
Nadpis 2. úrovně
Teoretické otÃÂ
lnc kullanma kılavuzu
Full Text PDF
null
zpětné odkazy
Türkiye Vakiflar Bankasi T.A.O.