Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Obrábění nových železničních kol
FRÉZOVÁNÍ FRÉZOVANIE
„Základy účtovníctva“
Nový model výpočtu provozNí trvaNlivosti ložisek
Materiały skrawające serii T9300
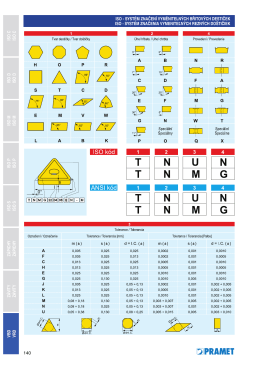
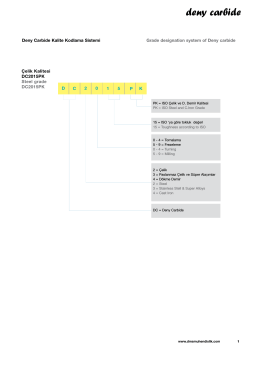
ISO - SYSTÉM ZNAČENÍ VYMĚNITELNÝCH BŘITOVÝCH
5. přednáška
Sáňkařský sport na Jesenicku v padesátých a
www.licea.cz OBJEDNÁVKOVÝ PRODEJ
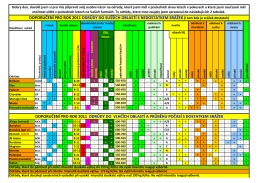
Odrůdová doporučení 2011 - pšenice ozimá
Deny Carbide Katalog
Text přednášky - Střední průmyslová škola strojnická, Plzeň
1. číslo únor 2015 3,8 MB
Jak vybrat správné sluneční brýle
Hrochnoviny 3/2012
214A_Renfert special All Ceramic.indd
Mersin Agrodays- 10. Tarım Gıda ve Hayvancılık Fuarı ALIM HEYETİ
Zde
1 1 Technologie obrábění na CNC obráběcím stroji
Přesné nástroje v roce 2013
Legenda k elektrickým schématům
KARAPINAR - YEŞİLPINAR GAZETESİ
06_rozsah_udrzby,_oprav_ a_velkych_investicnich_akci