Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Přesné nástroje v roce 2013
Verzia v PDF - Leaderpress
อ่านหนังสือ - กรมทรัพยากรทางทะเลและชายฝั่ง
PDF: 1.4MB
nástup pvd technologií do oblastí cvd povlakování
Nové materiály řady T8330
HSC technologie.pdf - SPŠ Sokolská, Brno
null
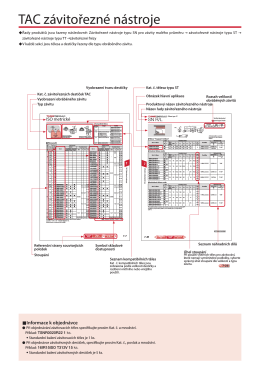
TTI-Nástroje na výrobu děr.indb
Abstracts final version (.pdf)
Pięciokątna, dwustronna płytka z dziesięcioma krawędziami
Kolizní spínač hořáku
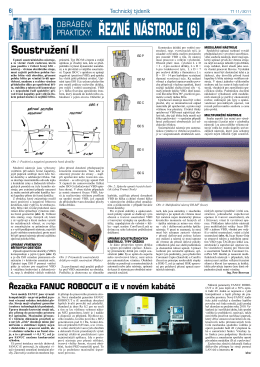
Nekonvenční a přesné obrábění
2013 Yılı Faaliyet Raporu - Orman Fakültesi
PDF: Barevné korozivzdorné oceli
4. číslo červen 2012 2 MB
POVLAKOVÁNÍ A ŽIVOTNOST NÁSTROJE
Tiger·tec® Silver – ISO P generation Produktivní obrábění oceli.
Stáhnout
MODERNÍ PVD POVLAKOVACÍ CENTRUM
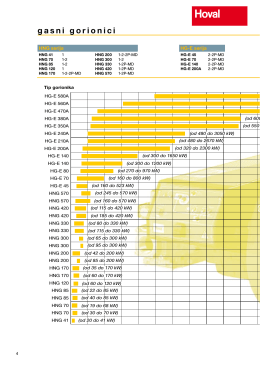
Tehnički katalog
Všeobecné obchodní podmínky
OCENIANIE USTNEGO EGZAMINU MATURALNEGO