Read
Gur
☰
Explore Categories
Sign in
Sign up
Upload
×
Download
No category
Stáhnout
Telefon název stroje (zařízení) tech. stav rv cena okr - TRUCK
Kolizní spínač hořáku
MESAN or 0,110 TL 0,145 TL Dufix Kendinden Dübelli Mil (stoplu
Indukční kalení výrobků - Strojírny a stavby Třinec, as
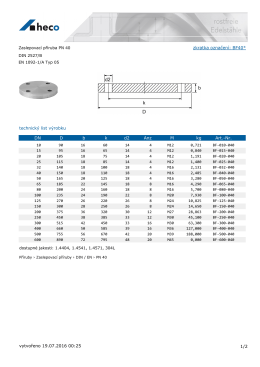
Zaslepovací příruba PN 40 DIN 2527/B
Přesné nástroje v roce 2013
Přehled různých typů získaného poškození mozku.pdf
Rozwiązania Traka dla Magazynów
Untitled - Polycon
Průvodce projektem
Autor: Ing. Karel Fuksa Smíchovská střední průmyslová škola
Walter Cut – prostě zapichování a upichování