Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Nekonvenční a přesné obrábění
Verzia v PDF - Leaderpress
część 4 - Cromwell
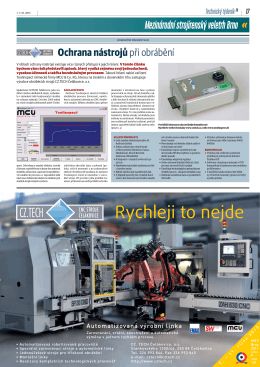
zde - Technický týdeník
80% - AG-TECHNIK
Verzia v PDF - Leaderpress
Dodací podmínky pro elektrovýzbroj
Text přednášky - Střední průmyslová škola strojnická, Plzeň
maGazíN - expert Elektro
AD IMPULS 03/11 - Austin Detonator sro
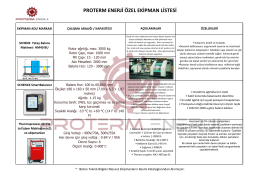
proterm enerji özel ekipman listesi
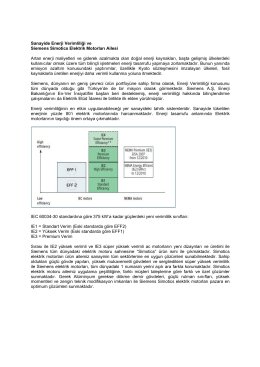
Sanayide Enerji Verimliliği ve Siemens Simotics Elektrik Motorları
Díky Vám si PENTA TRADING i letos udržela a posílila vedoucí
Proč je dobré mít sušičku
HSC technologie.pdf - SPŠ Sokolská, Brno
Inženýrské stavby z CTD CETRIS
Přesné nástroje v roce 2013
2013 EMO - CNC İleri Teknoloji ve Tic. Ltd. Şti.
4 - Slovenská technická univerzita v Bratislave
Mezinárodní strojírenský veletrh Brno
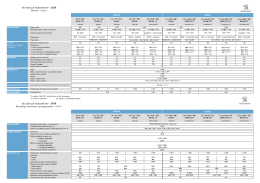
Prohlédněte si technické údaje vozu Peugeot 208.
Obráběcí stroje a jejich příslušenství
Rychleji to nejde - Technický týdeník