Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
MODERNÍ PVD POVLAKOVACÍ CENTRUM
Uddeholm Denmark investuje do PVD povlakování
ÚVOD DO INTEGRITY POVRCHU
Verzia v PDF - Leaderpress
1 Stanovisko Výboru Psychiatrické společnosti ČLS JEP k odvolání
Technický list
Formalizované dokumenty
stáhnout - Atotech
Výstružníky BECK.pdf
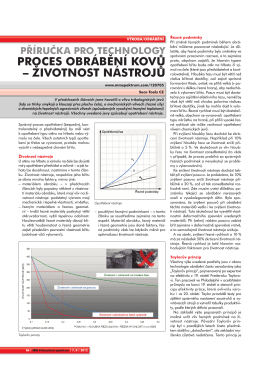
POVLAKOVÁNÍ A ŽIVOTNOST NÁSTROJE
Přesné nástroje v roce 2013
23. dny tepelného zpracování 23 International
Auto Profi 7-8/14 #1
Vstřikovací stroje řady AX
Řízení záchranných prací při - Podpora dalšího vzdělávání
Korejské monolity.pdf
Životnost nástrojů
čti více
1 040 typů skladem žádné příplatky za střih žádné
Jak je to s uhlíkem v litině
7. číslo prosinec 2012 1,3 MB
Mediální pokrytí listopad 2014
Ustavny system_Obcianska vizia 2016.pdf