Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
7. číslo prosinec 2012 1,3 MB
Slovo úvodem - Povrcháři.cz
CONFERENCE PROGRAMME
5. číslo září 2014 2 MB
Slovo úvodem - Povrcháři.cz
TECHNOLOGIE, KVALITA A RIZIKA VE VÝROBĚ
2. číslo březen 2014 1,9 MB
cz - ČZ as
ServindNEWS - léto 2014
Návod New-Tech 9
Stáhněte si dokument
Zavírací nože z Birky
Co se nosilo? Mrkváče, košile z dederonu i krimplenové šaty
Katalog ke stažení
Téměř půlrok uběhl jako voda a přiblížily se Vánoce (nevím jak vy
Unser Kind
Anodicka oxidace hliniku a jeho slitin clanek
Wrzesień 2015 - Biblioteka Główna Politechniki Gdańskiej
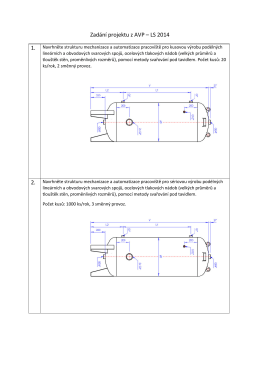
Zadání projektu z AVP – LS 2014
Díky Vám si PENTA TRADING i letos udržela a posílila vedoucí
Slovo úvodem - Povrcháři.cz
recognoil - TechTest, sro
1. číslo únor 2015 3,8 MB