Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Anodicka oxidace hliniku a jeho slitin clanek
Normy, chemické složení
2 stupeň utěsnění R O G A L 9
Stínicí technika 5 Slunolamy
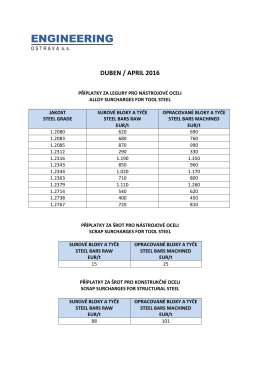
leden / january 2016 - ENGINEERING Ostrava
Katalog v češtině .pdf, 3 MB
pktč-felix-2200
Myčky nádobí
Zůstávají vchodové dveře vašeho domu opakovaně nezamčené?
Snímek 0
7. číslo prosinec 2012 1,3 MB
lambda 2013
Slovo úvodem - Povrcháři.cz
Ceník
Stáhnout PDF, 0,6 MB
ADLER Spritzbeize 11001 ff
Roof Acryl Nanotech
jihlavan c1 r2013.pdf
Document
INTERNÍ TECHNICKÝ STANDARD 1.14 Potrubí
zde.
MQI 99-B
Kovové štítky - KMC Group, sro