Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
2. číslo březen 2014 1,9 MB
ÚPRAVA A ČIŠTĚNÍ VODY
Prostředí podzemních vod
TEMA 2/2011 - OHK
Slovo úvodem - Povrcháři.cz
Agrofert budu rozšiřovat, dokud mě to bude
paraloid - artprotect pro restauro pro arte
ÚPRAVA A ČIŠTĚNÍ VODY
Máme páru o páře Má páru o p - Česká společnost pro údržbu
-1- ŹRÓDŁA ŚWIATŁA Zobacz pełną ofertę 1.1 ŻARÓWKI - el
7. číslo prosinec 2012 1,3 MB
Stáhněte si č. 21 v PDF - Česká společnost pro údržbu
KATALOG VÝROBKŮ
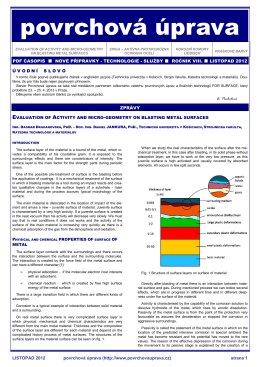
stáhni - Povrchová úprava
Učební text - 16 stran. - consulting point
www.rti.zcu.cz RTI - Project participation proposal Page 1 of 2
služby - Mepac.cz, s.r.o.
stáhni - Povrchová úprava
kam v třebíči červenec 2014 hlavní turistická sezona na městské věţi
Ukázku navařování naleznete zde.
Článek WOL
Diago 2015 - Vysoká škola báňská
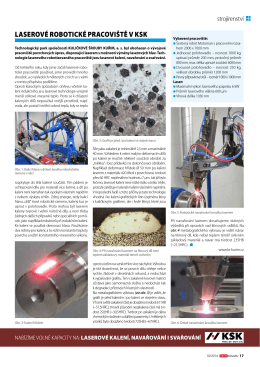
Laserové robotické pracoviště v ksk