Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Slovo úvodem - Povrcháři.cz
stáhni - Povrchová úprava
ÚVOD DO INTEGRITY POVRCHU
7. číslo prosinec 2012 1,3 MB
leden-březen
Prostorové buňky a kombibudovy Betonbau šetří čas a peníze
2. číslo březen 2014 1,9 MB
MODIFIKACE POVRCHOVÝCH VLASTNOSTÍ
5 DŮVODŮ, PROČ JE METAL 2v1 DOBROU VOLBOU
Slovo úvodem - Povrcháři.cz
Slovo úvodem - Povrcháři.cz
TECHNOLOGIE, KVALITA A RIZIKA VE VÝROBĚ
Číslo 2/2011 - Hutnické listy
22. Nové technológie zhodnocovania, spracovania a - Go
70 kB - Heluz
NAJČASTEJŠIE POUŽÍVANÉ NÁTERY
el. proud v polovod., kapalinách a plynech
PDF: Barevné korozivzdorné oceli
Taliansky sektor obrábacích strojov
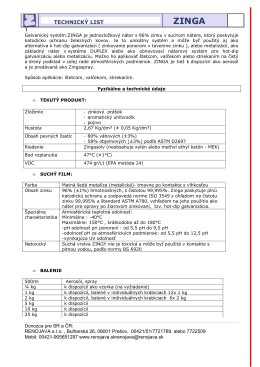
ZINGA - RENOJAVA sro
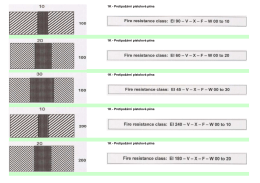
Požiarna odolnosť - protokol (113)
Standard of Living Factors with Respect to Environment in Selected
protipozary_EN 13 501_2