Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
5. číslo září 2014 2 MB
ch: Boleslaw
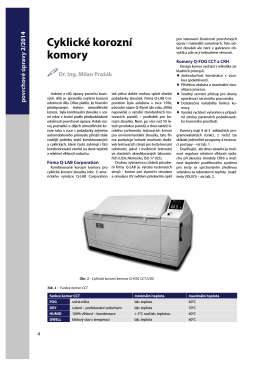
Cyklické korozní komory
Slovo úvodem - Povrcháři.cz
7. číslo prosinec 2012 1,3 MB
Jazyková proměnná jako strukturní jednotka
Aktuálně - Jet Investment
4. číslo červen 2012 2 MB
Andrej Babiš: Jít k volbám je možnost, jak něco změnit
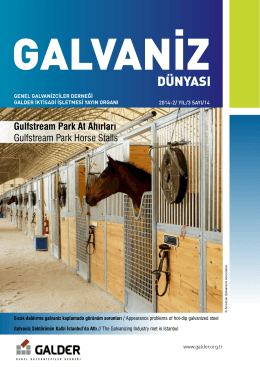
Gulfstream Park At Ahırları Gulfstream Park Horse Stalls
sekjuritizacija kredita i uzroci hipotekarne krize
Elektrochemie
cz - ČZ as
16 vysokolegované nehrdzavejúce ocele
POVLAKOVÁNÍ A ŽIVOTNOST NÁSTROJE
danox-katalog-a4.pdf
koroze a zanášení úsadami 1. část (pdf)
Slovo úvodem Film o žárovém zinkování
Bezpečnostní list
Vady ložisek
Datový doklad (česky) - Slawinski & Co. GmbH
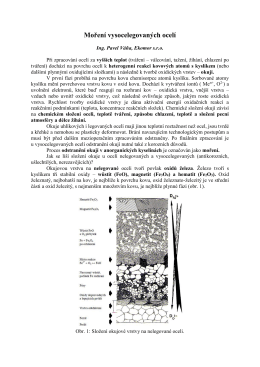
Moření vysocelegovaných ocelí
ÖZELLIKLER BÜLTENI LF -8110 - Q-Lab