Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Slovo úvodem - Povrcháři.cz
iC: Telefon: Email:
กาฬโรคระบาดในยุโรป
คู่มือการใช้งานและบํารุงรักษาเครื่องปรับอา
ke stažení
Komunální volby 2014
Kompletní manuál ke stacionárním zásobníků 200 a 300
STANOVY ZÁJMOVÉHO SDRUŽENÍ PRÁVNICKÝCH OSOB
4. číslo červen 2011 1,3MB
Zavadení gender konceptu do pedagogické - SES SEbe
Ideje pro fluidní techniku - ARGO
7. číslo prosinec 2012 1,3 MB
ŽIVOTOPIS - Psychiatrické centrum Praha
Anodicka oxidace hliniku a jeho slitin clanek
Slovo úvodem - Povrcháři.cz
Slovo úvodem Film o žárovém zinkování
Q1 2013
Slovo úvodem - Povrcháři.cz
PDF Converter Enterprise 8 Datasheet
Odpovědné chování je prioritou každé naší
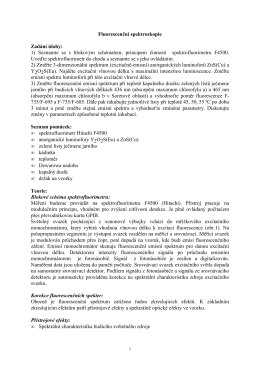
Fluorescenční spektroskopie Zadání úlohy: 1) Seznamte se s
BEZPEČNOSTNÍ A OČNÍ SPRCHY
Celý text v dokumente PDF