Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
4. číslo červen 2011 1,3MB
zdarma - Trost
nate_bulletin2013_06_cz_web.pdf
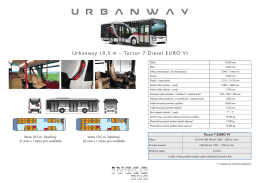
Urbanway 10 m Tector 7 Diesel E6
Zde
Traktory a doprava I - Katedra zemědělské, dopravní a manipulační
Závazná přihláška k účasti – rámcová smlouva
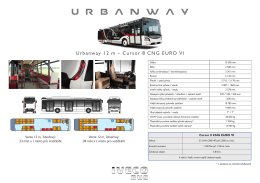
Urbanway 12 m – Cursor 8 CNG EURO VI
HLAVNÍ VÝHODY Nepostradatelný nástroj pro profesionální malování
Stabilizace nanočástic
zde - ePaMe
tepelná čerpadla vzduch-voda země - voda voda-voda
Stáhnout (PDF, 2.83MB)
Jesenický - Jeseník nad Odrou
HOTJET katalog 2014.pdf
Čištění a neutralizace odpadních vod z procesů povrchových úprav
pdf 2 MB
Stáhněte si č. 30 v PDF - Česká společnost pro údržbu
.report - Simona AG
stáhnout - Atotech
ŠKODA Fabia RS – Ceník
Slovo úvodem - Povrcháři.cz
NR 2/2013 - Dolnośląska Okręgowa Izba Inżynierów Budownictwa