Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
ÚVOD DO INTEGRITY POVRCHU
Zde
8 2012 Informační příloha MO ČR a AČR Společně do
MEGATREND UNIVERZITET Fakultet za poslovne studije
Slovo úvodem - Povrcháři.cz
MODERNÍ PVD POVLAKOVACÍ CENTRUM
PDF: Barevné korozivzdorné oceli
ročník: VI. 2/2013 • cena 3 € •
Když Talon doplňuje Theodora
zde - Oddělení povrchového inženýrství
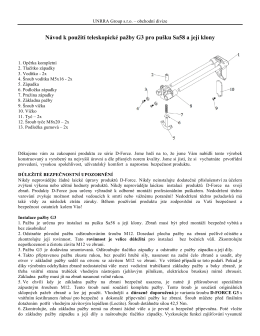
Návod k použití teleskopické pažby G3 pro pušku Sa58 a její
liltillilililililill1lllilillillltilllilllillillllilt
číslo 3 - Strojírenská technologie
Antonín Kříž, Kamil Kolařík, Antonín Janoušek, Jan Palán The text of
Návod k použití sklopné pažby D-Force Tactical Spirit pro
automatizované zkoušení tnr typu vver ultrazvukem
Číslo 2/2011 - Hutnické listy
Społeczno-kulturowe uwarunkowania rozwoju turystyki
Katalog ucpávkové šňůry
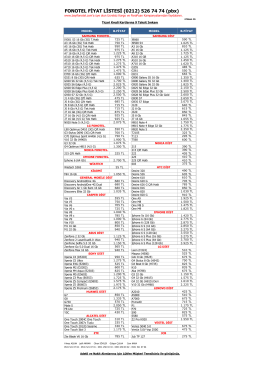
FONOTEL FİYAT LİSTESİ (0212) 526 74 74 (pbx)
INOVACE - Ceratizit
vliv morfologie povrchu plechu na kvalitu tvářeného dílce the
FONOTEL FİYAT LİSTESİ (0212) 526 74 74 (pbx)