Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Číslo 2/2011 - Hutnické listy
Fv 5 - 2015pdf - Římskokatolická farnost Telč
Atómová absorpčná spektrometria v laboratóriách VÚZ – PI SR
730 KB - Subterra as
Slovo úvodem - Povrcháři.cz
Cataloging Detail Report by Author / Collection
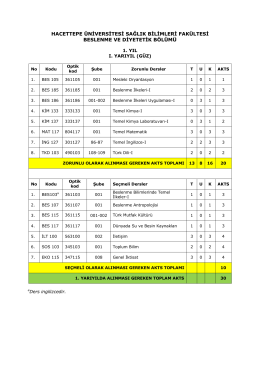
2014-2015 Ders Listesi ve Kodları
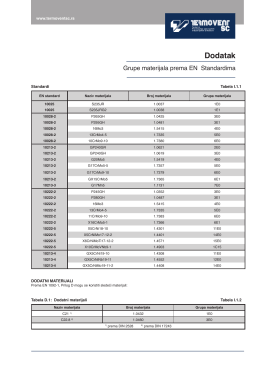
01 GRUPE MATERIJALA PREMA EN
Kongre Açılış Konuşması
ÚVOD DO INTEGRITY POVRCHU
Bologna II. Öğretim - Elektrik Mühendisliği Bölümü
150 let Fakulty strojní ČVUT v Praze
Kongre Programı
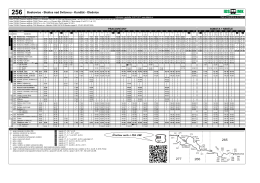
256 - IDS JMK
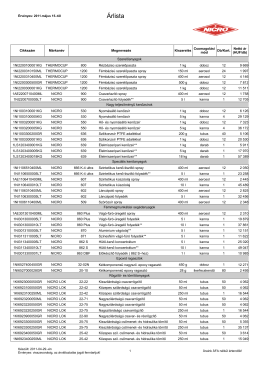
Árlista
Xuper Nucleotec 2222
1/2012 - Fakulta prevádzky a ekonomiky dopravy a spojov
Brožúra 2014 na stiahnutie
změny – mezinárodní projekty 2017
změny – standardní projekty 2017
POJEMNIKI MAGAZYNOWE I TRANSPORTOWE PL srodek.indd