Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Atómová absorpčná spektrometria v laboratóriách VÚZ – PI SR
1 výroba a označovanie ocelí
2.01 Výroba a značovanie ocelí
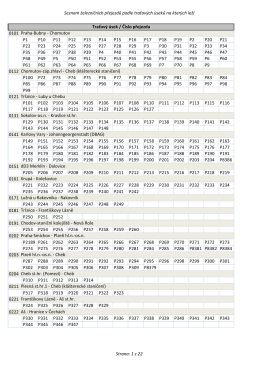
Seznam železničních přejezdů podle traťových úseků na kterých leží
VCELAR_11-2012 Obalka-PS_CMYK
triaxiálna pevnos - parametre horninového masívu pod a hoek
Debnenia – ako ich (ne)poznáme?
Súhrnný prehľad povinností podľa zákona o - NATUR
Číslo 2/2011 - Hutnické listy
SK 2013+EURO.indd - HASOFT VELKOOBCHOD, sro
stiahni - Obec MEDZIBROD
Editorial - Mikroregion
VÚZ – PI SR otvoril Centrum excelentnosti vo zváraní
Katalóg stavebných a umelecko-historických prvkov tradičnej
Montážny postup zateplenia
Časopis Blumentál Jún 2010
Nová metóda zvárania vo VÚZ – PI SR Nová metóda zvárania vo
2.12 Použitie konštrukčných a vysokopevných ocelí
NSSC-FLN-LED-38W-CW120
RURY ZE SZWEM RURY BEZ SZWU
tematy projektów edukacyjnych - Gimnazjum nr 3 im. Armii Krajowej
Výzva na predkladanie ponúk
Nejpoužívanější svařovací materiály voestlapine