Read
Gur
☰
Explore Categories
Sign in
Sign up
Upload
×
Download
No category
automatizované zkoušení tnr typu vver ultrazvukem
strana 189 ze 196 tavitelná živiţná tČsnící páska Stav
2.11 Pojem praskania pri oceliach - Bernasovsky
Isofire Roof Fono
Autochromy a ranné fotografické techniky
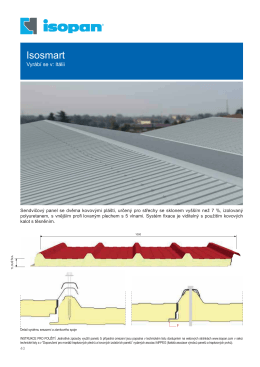
Isosmart
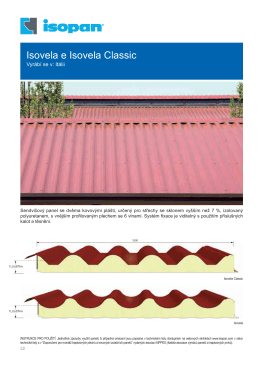
Isovela e Isovela Classic
Interná smernica č. 1/2011 Rozpočtové pravidlá obce Rabčice 1
vzdelavaci program
Manual Makita 2704.pdf
katalog požadavků zkoušek společné části maturitní zkoušky
Vzdělávací program v oboru PNEUMOLOGIE A FTIZEOLOGIE
ÚVOD DO INTEGRITY POVRCHU