Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Životnost nástrojů
Teorie a technologie obrábění (TaTO)
Anotace:
Uveďte postačující předpoklady pro existenci a
Stáhnout v pdf
obrobitelnost nerezových ocelí
CVIČENÍ 8: HYDRAULICKÝ VÝPOČET OBJEKTŮ
Extrémní trvanlivost a odolnost při soustružení ocelí
Stáhnout v pdf
Funkcionální rady
to get the file
Sematic SRS DC-PWM Drive
Soustružnické centrum PL45XLM.pdf
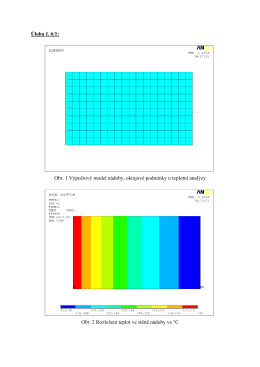
Úloha č. 6/1: Obr. 1 Výpočtový model nádoby, okrajové podmínky u
sešit 3
ČKD BLANSKO-OS, as ŠKODA MACHINE TOOL as
Dílcová metoda výroby oken v praxi
Jednotná trakční soustava na síti SŽDC
MODERNÍ PVD POVLAKOVACÍ CENTRUM
Přesné nástroje v roce 2013
PŘÍRUČKA PRO TECHNOLOGY – OBROBITELNOST
5/28.1 Príklad: Námietky
Nové obráběcí nástroje a řešení 14.1