Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
9 - heidenhain
Funkce systému TNC 640
TNC 320 - Kullanıcı El Kitabı DIN/ISO Programlaması
TNC 128-Kullanıcı El Kitabı HEIDENHAIN-açık metin diyaloğu-NC
DMU 75 / 95 monoBLOCK®
Eurovea MOJE MESTO prvé detské mesto povolaní na Slovensku
Düz ve Helisel Dişlilerin Tasarımı (Problemler)
zborník príspevkov konferencie centier excelentnosti
Pdf İndir - On5yirmi5.Com
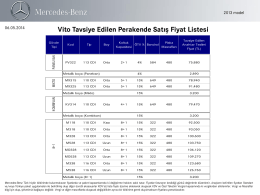
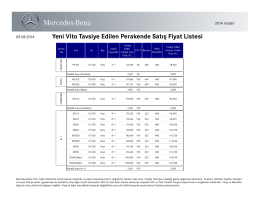
Vito Tavsiye Edilen Perakende Satış Fiyat Listesi - Mercedes-Benz
pptx
5.Sınıf - Pendik Sabahattin Zaim İmam Hatip Ortaokulu
etkili öğretmenlik ve sınıf yönetimi
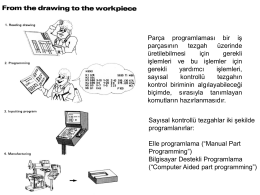
cnc programlama 1
TNC 620 - heidenhain
05.08.2014 HTA anahtar teslimi fiyatlari 2014
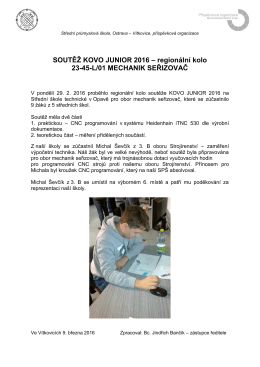
SOUTĚŽ KOVO JUNIOR 2016 - Mechanik seřizovač
TNC 640 - heidenhain
TÜRKİYE JOKEY KULÜBÜ PİST BİLGİLENDİRME FORMU
9 - heidenhain
8 - heidenhain
Opce a příslušenství pro řídicí systémy TNC
japon dili ve edebiyatı anabilim dalı