Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
TNC 620 - heidenhain
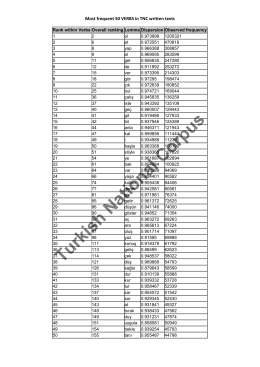
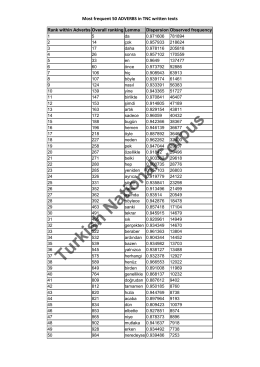
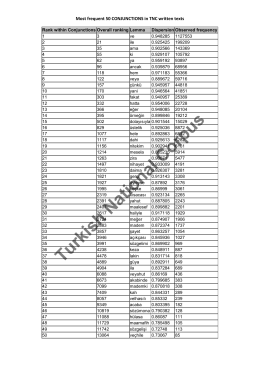
Turkish National Corpus
Turkish National Corpus
8.2 Cykly k vrtání, řezání vnitřních závitů a frézování
Návod vŕtania dier na 5-osom stroji DMU 60T.
Vysokofrekvenční zdroj Fluke 9640A
Turkish National Corpus
TNC 320 - Kompaktní souvislé CNC řízení pro frézky a
SL-FK.pdf
4.26 Frézovací cykly
Funkce systému TNC 640
9 - heidenhain
zde - Technický týdeník
ROČNÁ SPRÁVA - Výskumný Ústav zváračský
NAII-Moderni zpusoby strojniho obrabeni na CNC soustruzich
TNC 620 - Kompaktní souvislé CNC řízení pro frézky a
TNC 640 - heidenhain
TNC 128-Kullanıcı El Kitabı HEIDENHAIN-açık metin diyaloğu-NC
Interpret jazyka IFJ2011
CNC PILOT 640
TNC 128 (SW 77184x-01)
8 - heidenhain