Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
TNC 640 - heidenhain
TNC 620 - Kompaktní souvislé CNC řízení pro frézky a
Prospekt iTNC 530 Design7 - tschechisch
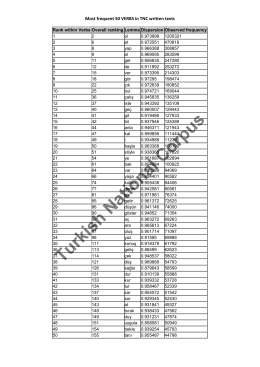
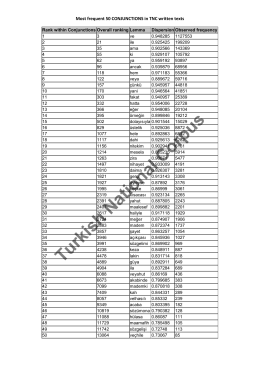
Turkish National Corpus
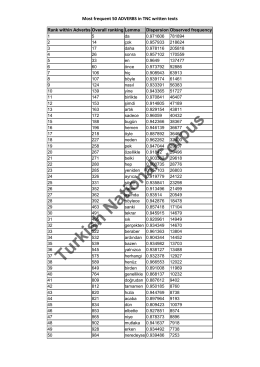
Turkish National Corpus
Prospekt MANUALplus 620
TNC 320 - Kompaktní souvislé CNC řízení pro frézky a
TNC 620 - Kompaktní souvislé CNC řízení pro frézky a vyvrtávačky
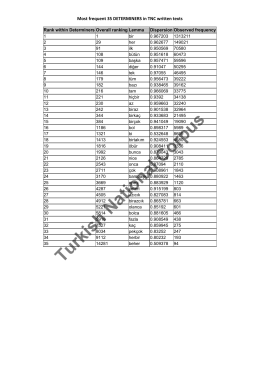
Turkish National Corpus
Funkce systému TNC 640
Eurovea MOJE MESTO prvé detské mesto povolaní na Slovensku
Turkish National Corpus
CNC PILOT 640
TNC 128 - heidenhain
Opce a příslušenství pro řídicí systémy TNC
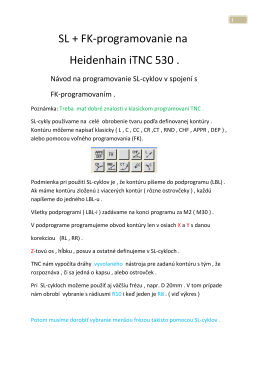
SL-FK.pdf
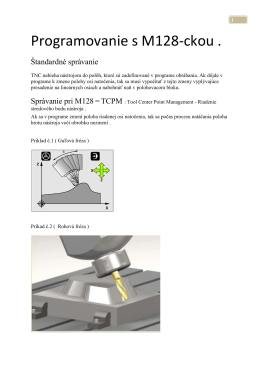
Navod na programovanie s M128-ckou.pdf
Celý článek si můžete přečíst zde.
TNC 620 - heidenhain
8.2 Cykly k vrtání, řezání vnitřních závitů a frézování
Výtahy KONE pro obytné budovy
TNC 320 - Kullanıcı El Kitabı DIN/ISO Programlaması
MANUALplus 620