Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Navod na programovanie s M128-ckou.pdf
Animacia_v_Blenderi_Durana
2447 K Mechanik hasičskej techniky
Návod vŕtania dier na 5-osom stroji DMU 60T.
ako_urobit_rotujuci_globus
Hubblov Ďalekohlad
Detaily projektu Elektrické zásuvky v parcích
Učebnica je určená študentom, ktorí majú záujem študovať na
Cenník INVEST
Unikátne vektorové riadenie VONSCH
Zborník 43. konferencie slovenských matematikov
Prospekt iTNC 530 Design7 - tschechisch
TNC 640 - heidenhain
Tabuºky valiv ch loÎísk - loziska
Zoltan ENZOE Nagy - Nagy ENZOE Zoltán
Účtovanie pohybu zásob, výroby a výdaju jedál v
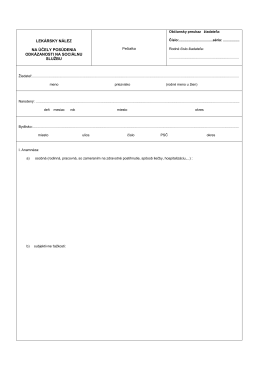
LEKÁRSKY NÁLEZ NA ÚČELY POSÚDENIA ODKÁZANOSTI NA
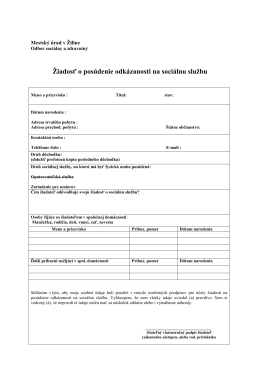
Žiadosť o posúdenie odkázanosti na sociálnu službu
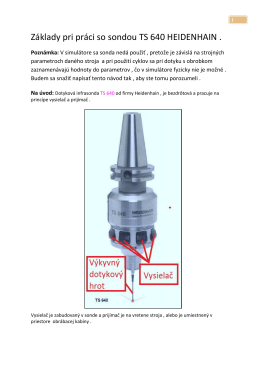
Základy pri práci so sondou TS640 HEIDENHAIN.pdf
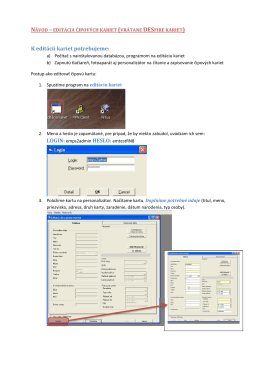
Elektronické odosielanie výkazov cez eDane ( DPH
TRIUMPH BOARD® VOTING RF400 Hlasovacie zariadenie Čo
Pojazdy - mačky 202 kb
Návod