Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
TNC 320 - Kullanıcı El Kitabı DIN/ISO Programlaması
9 - heidenhain
TNC 128-Kullanıcı El Kitabı HEIDENHAIN-açık metin diyaloğu-NC
parke - GP Elektrik Mekanik İnşaat
Návod na používanie HEIDENHAIN ITNC 530
PDF dokument sa primerima različitih ciklusnih funkcija konturne
4. hafta
Pdf İndir - On5yirmi5.Com
Turkish National Corpus
istanbul büyükşehir belediye meclisi kararı
Ders 9 - Dağıtık Veritabanı ve Oracle RAC - Altan MESUT
DMU 75 / 95 monoBLOCK®
9 - heidenhain
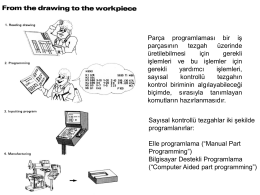
cnc programlama 1
8 - heidenhain
meka nik sis temler ısıl sis temler
bulmaca - Kartanelerim.com
TNC 640 - heidenhain
TNC 128 (SW 77184x-01)