Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
4. hafta
ดาวน์โหลดโบวชัวร์
parke - GP Elektrik Mekanik İnşaat
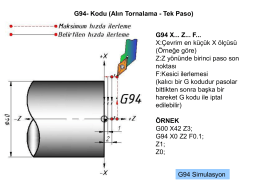
Örnek Program
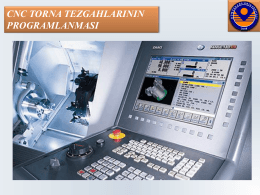
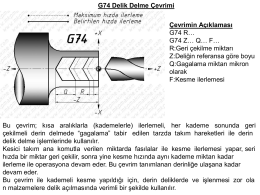
cnc programlama 3
cnc programlama 4
PDF dokument sa primerima različitih ciklusnih funkcija konturne
Köprü Ayakları Etrafındaki Koruyucu Kaplamanın Bilgisayar Destekli
INNOWACYJNA UNIA EUROPEJSKA ,f * `
Haftanın Fırsatları
Tıpta Uzmanlık Kurulunca Kabul Edilmiş Uzmanlık Eğitimi Veren
sunum
TNC 320 - Kullanıcı El Kitabı DIN/ISO Programlaması
CNC TORNA TEZGAHLARI - Makine Mühendisliği
HADDELEME - WordPress.com
ลงทะเบียนอบรมหลักสูตร (กรุณาวงกลมล้อมรอบหัว
ดาวน์โหลดตารางอบรม
cnc freze_2 - WordPress.com
Ceník sádrokartonářských prací
Přívěsná pracovní plošina Pracovní výška 17m
Erinc Yeldanin Sunumu
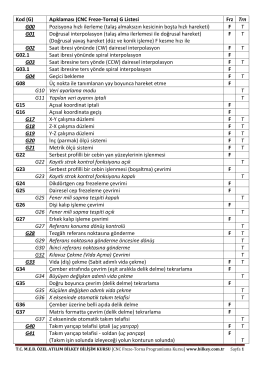
Bilkey Cnc Torna Freze Programlama Kursu G ve M Kodları Listesi
Rýsovací a příměrné desky