Read
Gur
☰
Explore Categories
Sign in
Sign up
Upload
×
Download
No category
8.2 Cykly k vrtání, řezání vnitřních závitů a frézování
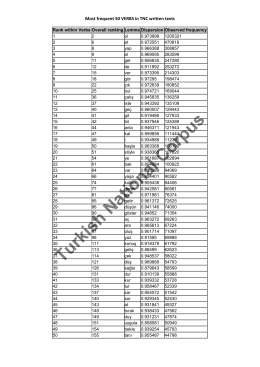
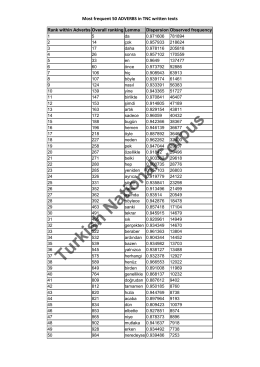
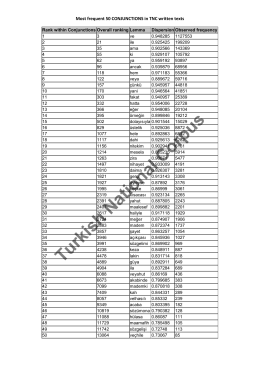
Turkish National Corpus
Turkish National Corpus
VY_32_INOVACE_46 – 16
DODATEK Č. 1 KE ŠKOLNÍMU VZDĚLÁVACÍMU
Digitální učební materiál - Integrovaná střední škola technická, Mělník
TNC 620 - heidenhain
Návod vŕtania dier na 5-osom stroji DMU 60T.
4.26 Frézovací cykly
TNC 128-Kullanıcı El Kitabı HEIDENHAIN-açık metin diyaloğu-NC
Tastsystem-Zyklen iTNC 530 (340 422-xx) de
Turkish National Corpus
SL-FK.pdf